

neue Standards der Hochpräzisions-Metallfertigung


Elektroforming ist ein Verfahren zur Metallumformung durch elektrolytische Abscheidung, ähnlich wie Galvanotechnik und Elektroraffination. Das Verfahren der elektrolytischen Abscheidung erfolgt in einem elektrolytischen Bad und umfasst zwei Elektroden (eine Anode und eine Kathode) und eine elektrolytische Lösung. Der Dorn wird in das Bad gelegt und die Elektroden leiten einen Gleichstrom durch die Lösung. Der Gleichstrom wandelt metallische Ionen in Atome um, die sich kontinuierlich auf den leitenden Bereichen des Dorns ablagern, bis die gewünschte Metalldicke erreicht ist.
Im Vergleich zu anderen traditionellen Metallumformungstechnologien, wie z. B. Gießen, Schmieden, Stanzen oder Tiefziehen, kann Elektroforming Großserien mit höchster Genauigkeit und extremer Entwurfskomplexität liefern, da es die Form des Dorns mit äußerster Genauigkeit nachbilden kann.
Beim Elektroforming handelt es sich auch um ein additives Fertigungsverfahren speziell für die Produktion hochpräziser Metallteile. Die Einzigartigkeit des Verfahrens besteht darin, dass Sie Metallteile Atom für Atom aufbauen können, wodurch sich extreme Genauigkeit und hohe Aspektverhältnisse erzielen lassen. Die typische Präzision eines elektrogeformten Teils liegt bei 1 bis 2 μm, was die meisten anderen Fertigungstechnologien nicht erreichen können.
Als weltweiter Marktführer und größter unabhängiger Anbieter von Elektroforming hat Veco die Branche mit seiner beispiellosen Erfahrung im Elektroforming, in der fortschrittlichen Lithografie-Technologie und seinem gesammelten Wissen in der Metallurgie vorangebracht. Vecos einzigartiges fortschrittliches lithografisches Elektroforming, auch als fortschrittliches Foto-Elektroforming bezeichnet, wird überwiegend mit Nickel, gefolgt von Palladium-Nickel oder Kupfer, je nach spezifischem Bedarf, durchgeführt (mehr über die Materialien erfahren).
Das fortschrittliche Elektroforming-Verfahren von Veco ist eine einzigartige Kombination aus unvergleichlicher Branchenerfahrung im Elektroforming, fortschrittlicher Lithografie-Technologie und fundiertem Wissen über Metallurgie. Es umfasst 6 Schritte.
1) Reinigung
Ein Blechsubstrat wird gereinigt und entfettet.
2) Beschichtung
Das gereinigte Metall-„Rohteil“ wird dann mit einem lichtempfindlichen Fotolack überzogen.
3) Exposition
Das Metallblech wird dann ultraviolettem Licht ausgesetzt, das die Fotolackschicht aushärtet.
4) Entwicklung
Nachdem das Bild durch UV-Belichtung übertragen wurde, wird das Substrat entwickelt, gespült und getrocknet.
5) Deposition
Ein Elektrolytbad wird für das Ablagern von Metall auf der gemusterten Oberfläche verwendet.
6) Entnahme
Das elektrogeformte Teil kann vom Substrat genommen werden, nachdem das Material in der gewünschten Dicke plattiert wurde.
7) Inspektion
Umfassende Inspektion durch Experten.
(1) Plattierungsdefiniertes Elektroforming: die Überwachsungsmethode
Plattierungsdefiniertes Elektroforming wird auch als Überwachsungsmethode bezeichnet.
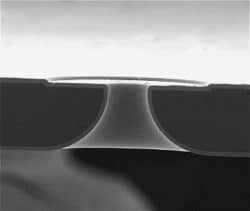
Abb.: Querschnitt eines überwachsenen Produkts
Dabei wird ein dünnes Fotolackmuster zur Abschirmung von Teilen des leitfähigen Substrats verwendet. Eine lichtempfindliche Beschichtung wird aufgebracht, die bei der Einwirkung von UV-Licht polymerisiert. Das Metall „wächst“ über der Fotolackschicht, und die Dicke des Produkts überschreitet die der Fotolackschicht, weshalb der Vorgang auch als „Überwachsen“ bezeichnet wird. Beachten Sie, dass die äußeren Ecken bei diesem Vorgang abgerundet werden, während die inneren Ecken scharf bleiben.
Der Vorgang wird hauptsächlich zur Fertigung von Platten mit kleinen konischen Öffnungen für Filter- oder (Tinten)Strahlanwendungen verwendet.
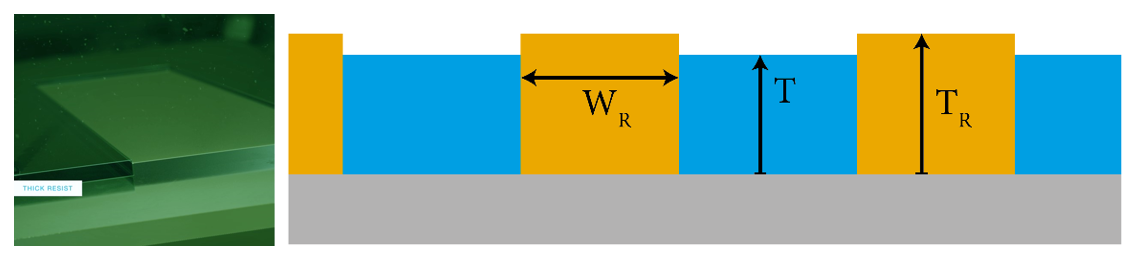
(2) Fotodefiniertes Elektroforming: die Dicklackmethode
Fotodefiniertes Elektroforming wird auch als Dicklackmethode bezeichnet.

Abb. Querschnitt eines Lochs aus Dicklack
In manchen Fällen ist ein dickeres Produkt erwünscht. Dann kommt das Verfahren mit dickem Lack zum Einsatz. Beim fotodefinierten Wachstum wird ein dickes Fotolackmuster verwendet, sodass die Dicke des Produkts die der Fotolackschicht nicht überschreitet.
Damit können problemlos Aspektverhältnisse bis zu 1 erzielt werden. Die exakten Grenzen hängen von der Größe und der Geometrie der Produkte ab.
(3) Oberflächenreplikation mit Elektroforming
Der Vorgang des Elektroforming ermöglicht eine extrem präzise Duplizierung des Dorns.

Abb. Beispiel der Oberflächenreplikation durch Elektroforming
Die hohe Auflösung des leitfähigen strukturierten Substrats erlaubt feinere Geometrien, engere Toleranzen und eine hervorragende Kantendefinition. Dies führt zu perfekter Prozesssteuerung, hochwertiger Produktion und sehr hoher Wiederholbarkeit.
Elektroforming eignet sich deshalb perfekt für die hochpräzise Oberflächenreplikation bei niedrigen Kosten und hohen Auflagen.
1) Reinigung
Ein Blechsubstrat wird gereinigt und entfettet.
2) Beschichtung
Das Substrat wird mit einer lichtempfindlichen Beschichtung bzw. einem lichtempfindlichen Fotolack beschichtet.
3) Exposition
Das Substrat wird UV Laser Direct Imaging (LDI) ausgesetzt, wobei das CAD-Teilemuster auf die Oberfläche projiziert und übertragen wird. Die daraus resultierende strukturierte Oberfläche wird in leitende und nichtleitende Bereiche aufgeteilt, indem das Fotolackmaterial in letzteren aushärtet.
4) Developing
Das strukturierte Substrat wird entwickelt, d. h. der unbelichtete Fotolack wird entfernt, um die leitenden Bereiche freizulegen. Anschließend wird es gespült und getrocknet. Das strukturierte Substrat wird von nun an als Dorn (Teilemodell) bezeichnet.
5) Elektrolytische Abscheidung
Das Verfahren der elektrolytischen Abscheidung erfolgt in einem elektrolytischen Bad und umfasst zwei Elektroden (eine Anode und eine Kathode) und eine elektrolytische Lösung. Der Dorn wird in das Bad gelegt und die Elektroden leiten einen Gleichstrom durch die Lösung. Der Gleichstrom wandelt metallische Ionen in Atome um, die sich kontinuierlich auf den leitenden Bereichen des Dorns ablagern, bis die gewünschte Metalldicke erreicht ist.
6) Entnahme
Das elektrogeformte Teil wird vom Dorn entnommen bzw. abgetrennt. Das Elektroforming-Verfahren kann auf unterschiedliche Weise gesteuert werden, um verschiedene Produkteigenschaften zu erzielen. Wird zum Beispiel ein dünner Fotolack verwendet und das Metall darüber wachsen gelassen, sodass die Dicke des Teils die des Fotolacks übersteigt, werden die Außenkanten abgerundet und haben die Form einer Trompete. Wenn ein dicker Fotolack verwendet wird und das Metall nicht darüber wachsen kann, sodass die Dicke des Teils geringer ist als die Dicke des Fotolacks, sind die äußeren und inneren Kanten gerade und scharf.
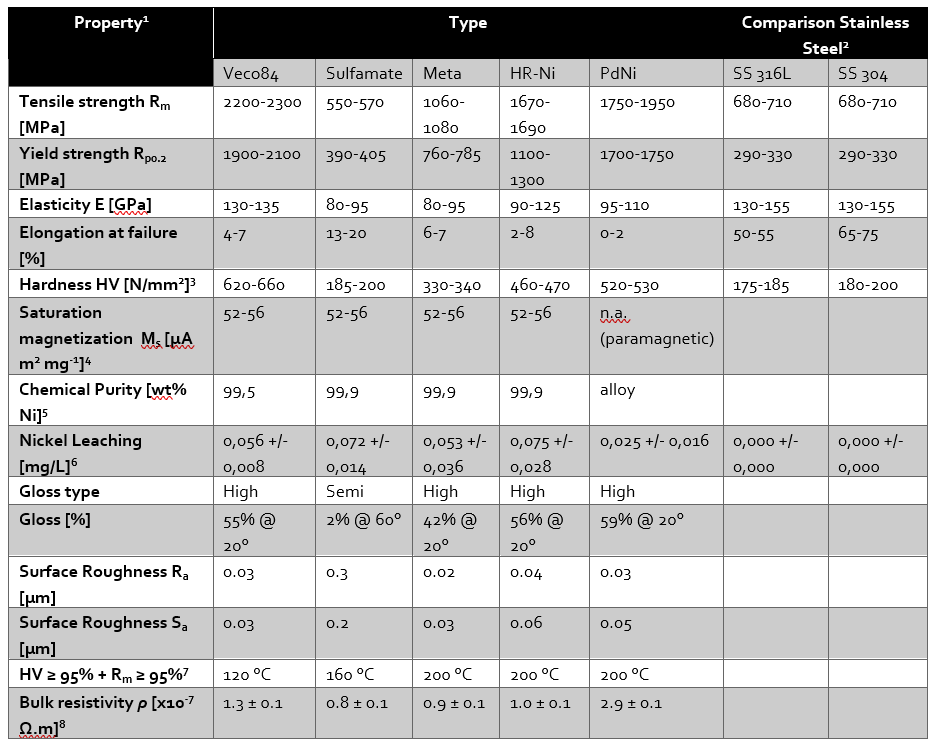
Typische Materialien, die wir für das Elektroforming anbieten, sind Nickel und Kupfer. Wir haben eine Vielzahl von Nickelsorten mit unterschiedlichen Materialeigenschaften im Angebot:
1) Veco84
2) Sulfamate
3) Meta
4) Hr-Ni
5) PdNi (biokompatibel)
(1) Plattierungsdefiniertes Elektroforming: die Überwachsungsmethode
Beim plattierungsdefinierten Elektroforming „wächst“ das Metall über der Fotolackschicht, und die Dicke des Produkts (T) überschreitet die der Fotolackschicht (TR), weshalb der Vorgang auch als „Überwachsen“ bezeichnet wird.
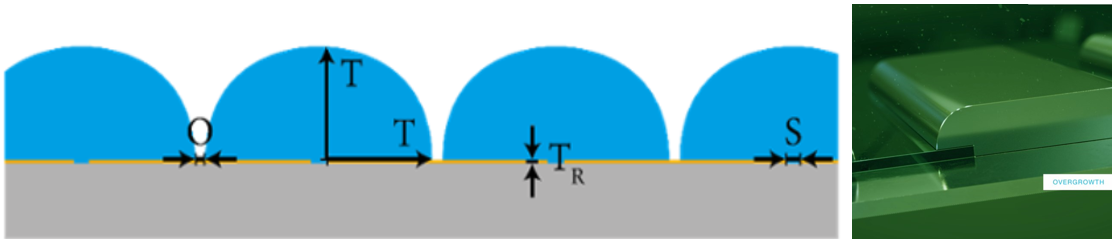


(2) Fotodefiniertes Elektroforming: die Dicklackmethode
Beim fotodefinierten Elektroforming wird während des fotodefinierten Wachstums ein dickes Fotolackmuster verwendet, sodass die Dicke des Produkts (T) die der Fotolackschicht (TR) nicht überschreitet.
Damit können problemlos Aspektverhältnisse (TR/WR) bis zu 1 erzielt werden. Die exakten Grenzen hängen von der Größe und der Geometrie der Produkte ab.

(3) Oberflächenreplikation mit Elektroforming
Bei der Oberflächenreplikation wird die Positionsgenauigkeit durch Spannung im EF-Material und Genauigkeit des Belichtungsverfahrens definiert (für Glaswerkzeuge und LDI ist die Genauigkeit so hoch, dass die Genauigkeit des Endprodukts lediglich durch den EF-Prozess bestimmt wird).
 Gemeinhin beträgt die Positionsgenauigkeit des LDI/Glaswerkzeugs ±0,15 ‰ und des Folienwerkzeugs ±0,25 ‰.
Gemeinhin beträgt die Positionsgenauigkeit des LDI/Glaswerkzeugs ±0,15 ‰ und des Folienwerkzeugs ±0,25 ‰.
Die Merkmalgenauigkeit für Überwachsen beträgt ±2 μm und ±0,75 μm bei Standardabweichung an einem 50 μm dicken Produkt. Die Genauigkeit der Merkmale bei Fotodefinition beträgt üblicherweise ±5 μm für LDI/Glaswerkzeug und ±10 μm für Folienwerkzeug. Für Merkmale im mm/cm-Bereich fällt die Genauigkeit um ±0,15 ‰/±0,25 ‰.
Die Forderung nach einer Energiewende wird immer größer, zumal das Pariser Abkommen vorsieht, dass die Welt bis zur zweiten Hälfte des Jahrhunderts treibhausgasneutral werden muss, um den Anstieg der globalen Temperaturen auf maximal 2 °C zu begrenzen. Die Solarenergie spielt eine sehr wichtige Rolle bei der Energiewende und dem Klimaschutz, da sie eine drastische Reduzierung der Treibhausgase ermöglicht, die durch die Verbrennung fossiler Brennstoffe wie Öl, Kohle und Gas entstehen.
In diesem Zusammenhang wurden zahlreiche Forschungsarbeiten und Anstrengungen unternommen, um die Effizienz der Solarenergie zu verbessern. Kristalline Silizium (Si)-Photovoltaik (PV)-Zellen sind die am häufigsten verwendeten Solarzellen in handelsüblichen Solarmodulen. Sie dominieren den PV-Zellen-Markt seit seinen Anfängen in den 1950er Jahren und machen heute mehr als 90 Prozent des Marktes aus.
Perspektive für mehr Effizienz bei der Herstellung von Photovoltaikzellen – von besseren Sieben bis hin zu keinen Sieben
Zahlreiche Hersteller und Forschungsinstitute im PV-Zellen-Bereich haben sich der Effizienzverbesserung und der Kostensenkung gewidmet, um hocheffiziente kristalline Si-PV-Zellen zu entwickeln. Ein wesentlicher Schritt bei der Herstellung dieser Zellen ist der Metallisierungsprozess, bei dem ein Gitter aus sehr feinen Linien auf der Vorderseite des Wafers erzeugt wird, das die durch das Licht erzeugten Elektronen von der Zelle wegleitet.
Dieser Metallisierungsprozess wird meist im Siebdruckverfahren durchgeführt, bei dem leitfähige Paste durch die Öffnungen eines Drahtgeflecht- oder Emulsionssiebs auf den Wafer gedrückt wird, um die Schaltkreise oder Kontakte zu bilden. Im Laufe der Jahre haben die Bemühungen zur Verbesserung der Effizienz und Präzision der Metallisierung von PV-Zellen zu besseren Siebdruckgeräten und Materialien geführt. So wurden z. B. hochpräzise Schablonen als Alternative zu herkömmlichen Drahtgeflecht- und Emulsionssieben eingeführt. Darüber hinaus hat die Entwicklung des Tintenstrahldrucks und von 3D-Metalldrucktechnologien die Realisierung des maskenlosen Siebdrucks ermöglicht.
(1) Siebdruck
Das Siebdruckverfahren beginnt damit, dass ein Si-Wafer auf einen Drucktisch gelegt wird. Ein Sieb, in der Regel ein Drahtgeflecht- oder Emulsionssieb, wird in einem Rahmen montiert und über den Wafer gelegt. Dieses Sieb blockiert bestimmte Bereiche und lässt andere Bereiche offen. Die Metallpaste, in der Regel Silber (Ag), wird dann mit einer Rakel auf das Sieb aufgetragen, sodass sie gleichmäßig verteilt wird und die Öffnungen des Siebs ausfüllt. Während sich die Rakel über das Sieb bewegt, drückt sie die Paste durch die Öffnungen und überträgt sie auf den Wafer.
Auf diese Weise wird ein Gitter aus leitenden Stromkreisen aufgebracht. Diese dünnen und filigranen Linien, die auch als Finger bezeichnet werden, sammeln und leiten den durch das Licht erzeugten Strom von den aktiven Bereichen zu größeren Sammellinien, den Sammelschienen, und anschließend zum elektrischen System des Moduls.
Die Linien sind jedoch nicht so dünn wie gewünscht, da sie das Sonnenlicht davon abhalten, die aktiven Teile der Zelle zu erreichen, und somit die Umwandlungseffizienz verringern. Um diesen sogenannten Abschattungseffekt zu minimieren, hat man sich bemüht, die Linien so schmal wie möglich und so hoch wie möglich zu gestalten, um den gleichen Querschnitt für eine ausreichende Leitfähigkeit zu erhalten.

Illustration des Siebdruckverfahrens
(2) Schablonendruck
Das Schablonendruckverfahren wurde nach dem Siebdruckverfahren eingeführt. Die Entwicklung hochpräziser Metallfertigungstechnologien, wie z. B. das Elektroforming, machte hochpräzise Schablonen zu einer Alternative, um feinere, höhere Kontakte bei der Herstellung von PV-Zellen zu erreichen. Wie beim Siebdruck werden diese Schablonen mit blockierten und offenen Bereichen verwendet, um Paste auf den Wafer aufzutragen.
Der Schablonendruck überwindet die Einschränkungen des Siebdrucks in Bezug auf Aspektverhältnis (d. h. Linienhöhe/Linienbreite), Fingerbreite und Gleichmäßigkeit. Die viel feineren Linien zeichnen sich durch ein höheres Aspektverhältnis und bessere Haltbarkeit aus. All dies führt letztlich zu einem wesentlich höheren Ertrag und geringeren Kosten. Labortests haben gezeigt, dass der Schablonendruck die Effizienz von PV-Zellen gegenüber dem Siebdruck um 0,25 Prozentpunkte verbessert.

Elektrogeformte Solarzellen-Schablone
(3) Tintenstrahldruck
Der Tintenstrahldruck ist ein äußerst vielseitiges, berührungsloses Verfahren, bei dem winzige Tintentröpfchen ausgestoßen werden, um den Direktdruck zu ermöglichen. Neben dem Druck von Grafiken auf allen Arten von Oberflächen können industrielle Tintenstrahldrucker heute eine breite Palette von Tinten mit höchster Präzision auf verschiedene Substrate auftragen. Da der Tintenstrahldruck berührungslos erfolgt und die verfügbaren Tinten von Polymeren und Metallnanopartikeln bis hin zu lebenden Zellen reichen, hat der Tintenstrahldruck eine Vielzahl neuer Anwendungen in Bereichen wie Elektronik, Biowissenschaften, Photovoltaik und Optik hervorgebracht.
Bei der Herstellung von PV-Zellen wird beim Tintenstrahldruck die Metallpaste durch sehr kleine Öffnungen eines hocheffizienten, parallelen Druckkopfes direkt auf die Oberfläche der Zelle aufgebracht, was eine berührungslose, maskenlose Druckalternative zum herkömmlichen Siebdruck und Schablonendruck darstellt. Dieses Aufbringungsverfahren bietet der PV-Industrie vielfältige Vorteile gegenüber dem herkömmlichen Siebdruck, die im Folgenden erläutert werden.
Mehr Effizienz und erhöhte Stromproduktion
Beim Siebdruck wird die Metallpaste mit einer Rakel durch die Sieböffnungen auf die Wafer-Oberfläche gedrückt. Die typische Linienbreite beträgt 55-80 μm, was zu einem Abschattungsverlust von 7-10 % führt. Außerdem haben die Linien ein niedriges Aspektverhältnis von ca. 0,2-0,5.
Beim Tintenstrahldruck können die Linien viel dünner gestaltet werden, wodurch eine größere Halbleiterfläche dem Sonnenlicht ausgesetzt wird. Die Linien haben auch ein besseres Aspektverhältnis, sodass ein größerer Teil des einfallenden Sonnenlichts auf den Wafer reflektiert wird, anstatt zurück in die Luft zu gelangen. Diese beiden Faktoren erhöhen die Effizienz um etwa 1 Prozent sowie die Stromproduktion.
Geringerer Metallpastenverbrauch
Beim Siebdruck werden die Drahtgeflecht- und Emulsionssiebe wiederholt verwendet, und die Öffnungen können allmählich verstopfen oder sich verformen, was dazu führt, dass sich die Linien verbreitern, unregelmäßig werden und ausgefranste Ränder aufweisen.
Beim Tintenstrahldruck lassen sich feinere Linien mit höherem Aspektverhältnis und geringerer Streifenbildung erzielen. Darüber hinaus kann die Hochgeschwindigkeitsdosierung durch den intermittierenden Parallelbetrieb von Hunderten von Düsen bis hinunter zu einigen Mikrometern flexibel in Bezug auf die Anzahl und Anordnung der Düsen optimiert werden. Die Genauigkeit und Flexibilität ermöglichen eine homogene Linienform und tragen zu einer 20-prozentigen Reduzierung des Metallpastenverbrauchs bei.
Erhebliches Durchsatzpotenzial
Der berührungslose Tintenstrahldruck verspricht eine geringere Ausschussrate, wenn er auf dünneren Si-Wafern eingesetzt wird. Da es sich um ein Inline-Verfahren handelt, wird der Durchsatz im Vergleich zum herkömmlichen Siebdruck erheblich gesteigert.
Zusammenfassend lässt sich sagen, dass der maskenlose Charakter des Tintenstrahldrucks eine hohe Materialausnutzung, verbesserte Leistung und Effizienz, Entwurfsfreiheit und ein erhebliches Durchsatzpotenzial bietet. Außerdem kann er direkt in eine bestehende Produktionsanlage für Silizium-PV-Zellen integriert werden und ersetzt das Siebdruckverfahren, das für die Metallkontakte auf der Vorderseite verwendet wird.
Wie Elektroforming das kontaktlose Metallisierungsverfahren verbessert
Ein wesentlicher Bestandteil des Dosierdruckkopfes ist die hochpräzise Düsenplatte, die durch Elektroforming hergestellt wird, einem mikropräzisen additiven Metallfertigungsprozess (AM), der Lithografie und elektrolytische Abscheidung kombiniert. Die Düsenplatte ist ein rechteckiges, längliches Teil mit Miniaturlöchern, durch das die Metallpaste gepresst und über die Düsen in sehr dünnen geraden Linien auf die PV-Zelle aufgebracht wird.

Vergoldete Tintenstrahl-Düsenplatte
Ein weiterer bedeutender Vorteil des Elektroforming-Verfahrens ist die Reproduzierbarkeit. Das Verfahren ermöglicht eine Genauigkeit von etwa 5 μm. Bei einer Platte mit 100 bis 200 Miniaturdüsen in einer geraden Linie muss jede dieser Düsen die richtige Größe haben, und zwar nicht nur auf jeder Platte, sondern auf allen Platten und über verschiedene Platten-Chargen hinweg. Elektroforming garantiert Reproduzierbarkeit, d. h. dieselbe Zeichnung und Prozesseinstellung führt zu perfekt einheitlichen und reproduzierbaren Druckergebnissen und immer wieder zum gleichen Produkt.
Elektroforming kann auch zur Herstellung spezieller Lochgeometrien verwendet werden, z. B. für trompetenförmige Löcher, die mit herkömmlichen Schneid- und Bohrverfahren nicht erzielt werden können. Diese Löcher verhindern wirksam das Blindlaufen/Verstopfen der Platte/Düsen und gewährleisten so eine optimale Pastenabgabe.
Abschließend ist zu erwähnen, dass die Beständigkeit des Plattenmaterials bei der Herstellung von PV-Zellen besonders wichtig ist, da die verwendete Metallpaste korrosiv sein kann. Darüber hinaus birgt der Druck, der ausgeübt wird, um die Paste durch die Platte zu drücken, das Risiko einer Verformung. Aus diesen Gründen bietet Veco eine Reihe von Legierungen an, die einen sehr stabilen Kontaktwiderstand und ausgezeichnete mechanische Eigenschaften aufweisen und somit eine außergewöhnliche Druckleistung über eine längere Nutzungsdauer gewährleisten.